Skiving (metal işleme) - Skiving (metalworking)
Bu makale genel bir liste içerir Referanslar, ancak büyük ölçüde doğrulanmamış kalır çünkü yeterli karşılık gelmiyor satır içi alıntılar. (Haziran 2009) (Bu şablon mesajını nasıl ve ne zaman kaldıracağınızı öğrenin) |
Skiving veya başörtüsü malzemeyi dilimler halinde kesme işlemidir, genellikle metal, ama aynı zamanda deri veya laminatlar. Yerine skiving kullanılır yuvarlanma malzeme olmamalıyken şekillendirilecek malzeme sertleşmiş iş veya daha sonra yaygın olan küçük metal şeritleri dökmemelidir soğuk haddeleme süreçler.
Metal işlemede, sıyırarak ince bir malzeme boyutunu çıkarmak veya mevcut bir malzemede ince dilimler oluşturmak için kullanılabilir. ısı emiciler metal parçasının hacmine göre büyük miktarda yüzey alanı gerektiği yerde.
Süreç, şeridi kesin bir şekle veya düz bir şekle getirilmiş hassas profilli oluklu aletlerin geçmesini içerir. kesici aletler. Araçlar genellikle şunlardan yapılır: tungsten karbür bazlı bileşikler. İlk makinelerde, şeridi kesici aletlere göre hassas bir şekilde konumlandırmak gerekiyordu, ancak daha yeni makinelerde, aletlerin malzeme temasıyla konumlandırılmasını sağlayan yüzer bir süspansiyon teknolojisi kullanılıyordu. Bu, yaklaşık 12 mm'ye (0,47 inç) kadar karşılıklı ilk konumlandırma farklılıklarının ardından esnek otomatik angajmana izin verir. Bu teknolojiyi doğrudan kullanan ürünler, büyük otomotiv emniyet kemeri yaylarıdır. güç transformatörü sargı şeritleri, rotogravür plakalar, kablo ve hortum kelepçeleri, gaz tankı kayışlar ve pencere dengeleme yayları. İşlemi dolaylı olarak kullanan ürünler, şeridin kenarının doğru olduğu tüpler ve borulardır. eğimli boru şeklinde katlanmadan önce ve dikiş kaynaklı. Eğimli kenarlar, deliksiz kaynak yapılmasını sağlar.
Sıyırma, başarılı bir şekilde kesmek için minimum malzeme besleme hızı gerektirir. Metalin altındaki hızlarda planya veya yaklaşık 10 metre / dakika (33 fit / dakika), sıyırma takımları, takım ile iş parçası arasındaki göreceli hızı artırmak için yüksek frekansta titreştirilebilir.
Başka bir metal sıyırma uygulaması hidrolik silindirler, düzgün çalıştırma için yuvarlak ve pürüzsüz bir silindir deliğinin gerekli olduğu yerlerde. Yuvarlak bir alet üzerindeki birkaç sıyırma bıçağı, mükemmel yuvarlak bir delik oluşturmak için bir delikten geçer. Genellikle ikinci bir operasyon silindir parlatma takip eder soğuk iş ayna yüzeyi bitiş. Bu işlem, hidrolik ve pnömatik silindir üreticileri arasında yaygındır.[1] Honlama, sıyırma ve silindirle parlatma ile karşılaştırıldığında daha hızlıdır ve tipik olarak daha hassas sonuçlar sağlar toleranslar ve daha iyi iç yüzey kalitesi kontrolü.[2]
Skiving şunlara uygulanabilir: dişli kesme, iç dişlilerin bir döner kesici ile eğildiği yerlerde ( şekilli veya açılmış ) benzer bir süreçte azdırma dış dişliler.[3]
Isı emiciler
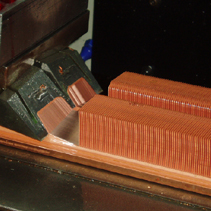
Sıyırma, aynı zamanda ısı emiciler PC soğutma ürünleri için. Sıyırarak oluşturulan bir PC soğutucusu, ısı emici tabanının ve kanatçıklarının tek bir malzeme parçasından (bakır veya alüminyum) oluşturulması avantajına sahiptir, bu da tabandan kanatlara daha iyi ısı dağılımı ve ısı transferi sağlar. Ek olarak, sıyırma işlemi kanatların pürüzlülüğünü de arttırır. Isı kaynağıyla maksimum temas alanı için pürüzsüz olması gereken bir ısı emicinin alt tarafının aksine, kanatçıklar bu pürüzlülükten yararlanır çünkü kanatların havaya yayılacağı yüzey alanını arttırır. Yüzgeçler birbirine göre çok daha ince ve daha yakın yapılabilir. ekstrüzyon veya yüksek performansta daha fazla ısı transferi sunabilen biçimlendirilmiş sac işlemleri su blokları için su soğutma.
Referanslar
- ^ "Silindir Delikleri için Kombinasyon Sıyırma ve Parlatma". Alındı 13 Ağustos 2012.
- ^ Lee, Osmond. "Silindir Boru Üretimi için Honlama ve Sıyırma ve Parlatma İşlemi". Honlu Boru ve Krom Kaplama Çelik Çubuk Üreticisi-Skyline Borular. Alındı 2018-11-27.
- ^ Weppelmann, E; Brogni, J (Mart 2014), "Güçlü sıyırmada bir atılım", Dişli Üretimi: Bir Ek Modern Makine Atölyesi: 7–12, alındı 2014-03-11.