Birleşik İş Parçacığı Standardı - Unified Thread Standard
Birleşik İş Parçacığı Standardı (UTS) standart bir diş formu ve serisini tanımlar - toleranslar, toleranslar ve atamalarla birlikte vida dişleri yaygın olarak kullanılan Amerika Birleşik Devletleri ve Kanada. Cıvatalar, somunlar ve çok çeşitli diğerleri için ana standarttır. dişli bağlantı elemanları bu ülkelerde kullanılmaktadır. İle aynı 60 ° profiline sahiptir. ISO metrik vida dişi, ancak her bir UTS ipliğinin karakteristik boyutları (dış çap ve hatve) bir inç a yerine kesir milimetre değer. UTS şu anda tarafından kontrol edilmektedir BENİM GİBİ /ANSI Birleşik Devletlerde.
Kökenler
Temel profil
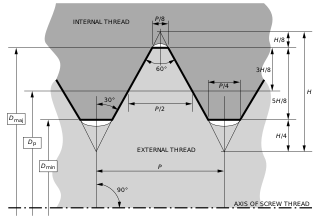
Serideki her diş, ana çapı ile karakterizedir Dmaj ve perdesi, P. UTS dişleri simetrik V şeklinde bir dişten oluşur. Diş ekseni düzleminde, V'nin kanatları bir açı birbirine 60 °. En dıştaki1⁄8 ve en içteki1⁄4 yüksekliğin H V-şeklinin% 'si profilden kesilir.
Saha P iplik tepe noktaları arasındaki mesafedir. Tek başlangıçlı evreler olan UTS evreleri için, öncülük etmek 360 ° dönüş sırasında vidanın ilerlediği eksenel mesafe. UTS iş parçacıkları genellikle perde parametresini kullanmaz; bunun yerine olarak bilinen bir parametre Inç başına iplikler (TPI) kullanılır. karşılıklı sahanın.
Yükseklik arasındaki ilişki H ve saha P aşağıdaki denklem kullanılarak bulunur dişin iç açısının yarısıdır, bu durumda 30 derece:[1]


veya

Bir dış (erkek) dişte (örneğin bir cıvata üzerinde), ana çap Dmaj ve küçük çap Dmin tanımlamak maksimum ipliğin boyutları. Bu, dış dişin düz olarak bitmesi gerektiği anlamına gelir. Dmaj, ancak küçük çapın altına yuvarlanabilir Dmin. Tersine, bir iç (dişi) dişte (örneğin, bir somunda), ana ve küçük çaplar minimum boyutları, bu nedenle diş profili düz olarak Dmin ancak ötesinde yuvarlanabilir Dmaj.
Küçük çap Dmin ve etkili adım çapı Dp ana çaptan ve adımdan türetilmiştir.

Tanımlama
Bir UTS dişinin standart tanımı, dişin nominal (ana) çapını gösteren bir sayıdır, ardından ölçülen adım Inç başına iplikler. Daha küçük çaplar için1⁄4 inç, çap standartta tanımlanan bir tam sayı ile gösterilir; diğer tüm çaplar için inç rakamı verilmiştir.
Bu sayı çiftini isteğe bağlı olarak UNC, UNF veya UNEF (Unified) harfleri izler, eğer çap-aralık kombinasyonu kaba, inceveya oldukça iyi serisi ve ardından bir tolerans sınıfı da gelebilir.
Örnek: # 6-32 UNC 2B (ana çap: 0,1380 inç, aralık: 32 tpi)
Ana çapı bulmak için basitleştirilmiş bir formül: vida sayısı 6 x 0,013 +0,060 = 0,138
| Büyük çap (inç / mm) | İplik yoğunluğu (d, Inç başına iplikler ) ve iplik Saha (p) | Tercihli kesme dokunun matkap boyutu | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Kaba (UNC) | İyi (UNF) | Ekstra para cezası (UNEF) | ||||||||
| d (TPI ) | p (inç / mm) | d (TPI) | p (inç / mm) | d (TPI) | p (inç / mm) | Kaba | İnce | Oldukça iyi | ||
| #0 | 0.0600 / 1.5240 | Yok | 80 | 0.012500 / 0.3175 | Yok | 3⁄64 (0,047) içinde | ||||
| #1 | 0.0730 / 1.8542 | 64 | 0.015625 / 0.3969 | 72 | 0.013888 / 0.3528 | Yok | #53 (.060) | #53 (.060) | ||
| #2 | 0.0860 / 2.1844 | 56 | 0.017857 / 0.4536 | 64 | 0.015625 / 0.3969 | Yok | #50 (.070) | #50 (.070) | ||
| #3 | 0.0990 / 2.5146 | 48 | 0.020833 / 0.5292 | 56 | 0.017857 / 0.4536 | Yok | #47 (.079) | #45 (.082) | ||
| #4 | 0.1120 / 2.8448 | 40 | 0.025000 / 0.6350 | 48 | 0.020833 / 0.5292 | Yok | #43 (.089) | #42 (.094) | ||
| #5 | 0.1250 / 3.1750 | 40 | 0.025000 / 0.6350 | 44 | 0.022727 / 0.5773 | Yok | #38 (.102) | #37 (.104) | ||
| #6 | 0.1380 / 3.5052 | 32 | 0.031250 / 0.7938 | 40 | 0.025000 / 0.6350 | Yok | #36 (.107) | #33 (.113) | ||
| #8 | 0.1640 / 4.1656 | 32 | 0.031250 / 0.7938 | 36 | 0.027778 / 0.7056 | Yok | #29 (.136) | #29 (.136) | ||
| #10 | 0.1900 / 4.8260 | 24 | 0.041667 / 1.0583 | 32 | 0.031250 / 0.7938 | Yok | #25 (.150) | #21 (.159) | ||
| #12 | 0.2160 / 5.4864 | 24 | 0.041667 / 1.0583 | 28 | 0.035714 / 0.9071 | 32 | 0.031250 / 0.7938 | #16 (.177) | #14 (.182) | 3⁄16 (.188) içinde |
| 1⁄4″ | 0.2500 / 6.3500 | 20 | 0.050000 / 1.2700 | 28 | 0.035714 / 0.9071 | 32 | 0.031250 / 0.7938 | #7 (.201) | #3 (.213) | 7⁄32 (.219) içinde |
| 5⁄16″ | 0.3125 / 7.9375 | 18 | 0.055556 / 1.4111 | 24 | 0.041667 / 1.0583 | 32 | 0.031250 / 0.7938 | F (.257) | Ben (.272) | 9⁄32 (.281) içinde |
| 3⁄8″ | 0.3750 / 9.5250 | 16 | 0.062500 / 1.5875 | 24 | 0.041667 / 1.0583 | 32 | 0.031250 / 0.7938 | 5⁄16 (.313) içinde | S (0,332) | 11⁄32 (.344) içinde |
| 7⁄16″ | 0.4375 / 11.1125 | 14 | 0.071428 / 1.8143 | 20 | 0.050000 / 1.2700 | 28 | 0.035714 / 0.9071 | U (.368) | 25⁄64 (.391) içinde | Y (.404) |
| 1⁄2″ | 0.5000 / 12.7000 | 13 | 0.076923 / 1.9538 | 20 | 0.050000 / 1.2700 | 28 | 0.035714 / 0.9071 | 27⁄64 (.422) içinde | 29⁄64 (.453) içinde | 15⁄32 (.469) içinde |
| 9⁄16″ | 0.5625 / 14.2875 | 12 | 0.083333 / 2.1167 | 18 | 0.055556 / 1.4111 | 24 | 0.041667 / 1.0583 | 31⁄64 (.484) içinde | 1⁄2 (0,5) içinde | 33⁄64 (0,516) içinde |
| 5⁄8″ | 0.6250 / 15.8750 | 11 | 0.090909 / 2.3091 | 18 | 0.055556 / 1.4111 | 24 | 0.041667 / 1.0583 | 17⁄32 (0,531) içinde | 9⁄16 (.563) içinde | 37⁄64 (0,578) içinde |
| 3⁄4″ | 0.7500 / 19.0500 | 10 | 0.100000 / 2.5400 | 16 | 0.062500 / 1.5875 | 20 | 0.050000 / 1.2700 | 21⁄32 (.656) içinde | 11⁄16 (.688) içinde | 45⁄64 (.703) içinde |
| 7⁄8″ | 0.8750 / 22.2250 | 9 | 0.111111 / 2.8222 | 14 | 0.071428 / 1.8143 | 20 | 0.050000 / 1.2700 | 49⁄64 (.766) içinde | 51⁄64 (.797) içinde | 53⁄64 (.828) içinde |
| 1″ | 1.0000 / 25.4000 | 8 | 0.125000 / 3.1750 | 12[a] | 0.083333 / 2.1167 | 20 | 0.050000 / 1.2700 | 7⁄8 (.875) içinde | 59⁄64 (.922) içinde | 61⁄64 (.953) içinde |
- a Uzun yıllardır standart boyutlu 1 inçlik 12 tpi bağlantı elemanları yerine standart olmayan 14 tpi somun ve cıvatalar yaygın olarak kullanılmıştır; sonuç olarak 1-14 bağlantı elemanlarının bulunması daha kolaydır ve 1-12 bağlantı elemanlarından daha ucuzdur. Birkaç on yıl sonra 1 -14 bağlantı elemanları artık yaygın olarak "Standart İnce Diş" veya "UNF" olarak anılmaya başlanmıştır. Teknik olarak yanlış olsa da (UNF standardı 1 ″ -12 belirtir), boyut 1 ″ -14 evrensel olarak ince dişli 1 inçlik bağlantı elemanları için standart olarak kabul edilir ve "1 inç 14 tpi NF", "ortak "terim veya" genelleştirilmiş bir marka adı / standart "kullanın. Başka bir deyişle, 1 ″ -12 standardı, yeterince uzun bir süre (yıllarca) etkili bir uygulamadan yoksundur. genel ticari marka – 1 inç 14 tpi bağlantı elemanlarına benzer durum.
Aşağıdaki formül, 0'dan büyük veya 0'a eşit numaralı bir vidanın ana çapını hesaplamak için kullanılır: Büyük çap = Vida # × 0,013 inç + 0,060 inç Örneğin, 10 sayısı şu şekilde hesaplar: # 10 × 0,013 inç + 0,060 inç = 0,190 ana çap. "Yarım" boyutlu vidaların ana çapını hesaplamak için fazladan sıfır sayısını sayın ve bu sayıyı 0,013 inç ile çarpın ve 0,060 inçten çıkarın. Örneğin, 0000 vida dişinin ana çapı 0,060 inç - (3 × 0,013 inç ) = 0,060 inç - 0,039 inç = 0,021 inç
Makine vidalarının sayısı, # 00-90 (0,047 inç = 0,060 inç - 0,013 inç) ve # 000-120 (0,034 inç = 0,060 inç - 2 × 0,013 inç) vidaları içerecek şekilde aşağı doğru genişletilmiştir;[3] ancak, # 0'dan küçük vidalar için ana standart ANSI / ASME standardı B1.10 Birleşik Minyatür Vida Dişleridir. Bu, 0,30 UNM'den 1,40 UNM'ye kadar, milimetre cinsinden ana çaplarından sonra adlandırılan bir dizi metrik vidayı tanımlar. Tercih edilen boyutlar 0,3, 0,4, 0,5, 0,6, 0,8, 1,0 ve 1,2 mm'dir ve bunların arasında ek tanımlanmış boyutlar.[2]:1861 Standart diş aralığı yaklaşık olarak 1/4 büyük çapın. Diş formu, küçük çapı ve dolayısıyla vidaların ve kılavuzların gücünü artırmak için biraz değiştirilir. Ana çap hala içeriye uzanıyor 1/8H teorik keskin V, ancak dişin toplam derinliği 5/8H = 5/8 cos (30 °)P ≈ 0.541P 0,52'ye kadarP.[2]:1858–1859 Bu teorik keskinliğin miktarını artırır V minör çapta 0.25'ten% 10 kesilirH -e 7/8 − 0.52/çünkü 30 ° ≈ 0.27456H.
Makine vidalarının sayısı bir kez daha dahil edildi tek sayılar ve 16 numaraya veya daha fazlasına yükseldi. 19. yüzyılın sonları ve 20. yüzyılın başlarındaki standardizasyon çabaları, boyut aralığını önemli ölçüde azalttı. Şimdi, # 14'ten daha büyük makine vidalarını veya # 1, # 3 ve # 5 dışındaki tek numaralı boyutları görmek daha az yaygındır. 14 ve 16 numaralı vidalar hala mevcut olsa da, # 0 ile # 12 arasındaki boyutlar kadar yaygın değildir.[kaynak belirtilmeli ]
Bazen "özel" çap ve aralık kombinasyonları (UNS) kullanılır, örneğin 0,619 inç (15,7 mm) ana çap, inç başına 20 diş ile. UNS dişleri nadiren cıvatalar için kullanılır, bunun yerine somunlar, dişli delikler ve dişli OD'ler üzerinde kullanılır. Bu nedenle UNS muslukları kolaylıkla temin edilebilir.[4][5] Çoğu UNS iş parçacığı, ilişkili UNF veya UNEF standardından daha fazla inç başına iş parçacığına sahiptir; bu nedenle, genellikle mevcut en güçlü ipliklerdir.[6] Bu nedenle genellikle yüksek olan uygulamalarda kullanılırlar. stresler gibi karşılaşılır takım tezgahı milleri[7] veya otomotiv milleri.[8]
Ölçme
Bir vida dişi ölçme sistemi, dişli bir ürün üzerindeki vida dişlerinin boyutsal kabul edilebilirliğini sağlamak için incelenmesi gereken vida dişi özelliklerinin bir listesini ve bu özellikleri incelerken kullanılacak ölçü (ler) i içerir.
Şu anda UTS için bu ölçüm aşağıdakiler tarafından kontrol edilmektedir:
- ASME / ANSI B1.2-1983 Birleştirilmiş İnç Vida Dişleri İçin Göstergeler ve Ölçerler
Bu Standart, Unified inç vida dişleri UN [birleştirilmiş] ve UNR [yalnızca dış dişler] diş formunda kullanılan göstergeler için temel özellikleri ve boyutları sağlar ve Tablo 1 ve 2'de listelenen diş ölçerler ve ölçüm ekipmanı için teknik özellikleri ve boyutları kapsar. Her göstergenin temel amacı ve kullanımı da açıklanmaktadır.
- ASME / ANSI B1.3-2007 Kabul Edilebilirlik İçin Vida Dişi Ölçme Sistemleri: İnç ve Metrik Vida Dişleri (UN, UNR, UNJ, M ve MJ)
(a) Bu Standart, dıştan ve içten dişli ürünlerdeki Birleşik [UN], UNR [yalnızca dış dişler], UNJ [iç ve dış dişler], M ve MJ vida dişlerinin kabul edilebilirliğini belirlemek için uygun vida dişi ölçme sistemleri sunar. Bir ölçme sistemi kullanıldığında vida dişi kabul kriterlerini belirler. (B) Bir vida dişi ölçme sistemi, dişli bir ürün ve ölçü üzerindeki vida dişlerinin boyutsal kabul edilebilirliğini sağlamak için incelenmesi gereken vida dişi özelliklerinin bir listesini içerir. (s) bu özellikleri incelerken kullanılacak. (c) Federal Hükümet Kullanımı. Bu Standart Savunma Bakanlığı ve federal kurumlar tarafından onaylandığında ve Federal Standart-H28 / 20 [FED-STD-H28 / 20], Federal Hizmetler için Vida Dişi Standartları, Bölüm 20'ye dahil edildiğinde, bu Standardın federal hükümet, Federal Standart-H28 / 20'nin [FED-STD-H28 / 20] tüm gerekliliklerine ve sınırlamalarına tabidir. Bu standartlar, Birleşik inç vida dişlerinde (UN, UNR, UNJ vida dişi) kullanılan ölçüler için gerekli özellikleri ve boyutları sağlar. form) dıştan ve içten dişli ürünler üzerinde. Ayrıca diş ölçerler ve ölçüm ekipmanı için teknik özellikleri ve boyutları da kapsar. Her göstergenin temel amacı ve kullanımı da açıklanmaktadır. Ayrıca, bir ölçme sistemi kullanıldığında vida dişi kabulü için kriterleri belirler.
Tolerans sınıfları
Üretilen dişli parçaların imalat kolaylığı ve değiştirilebilirliği için bir sınıflandırma sistemi mevcuttur. Dişli parçaların çoğu (ama kesinlikle tümü değil), Birleşik Vida Dişi Standart Serisi adı verilen bir sınıflandırma standardına göre yapılır. Bu sistem, uyuyor montajlı parçalarla kullanılır.
- Sınıf 1 dişler gevşek bir şekilde oturur, montaj kolaylığı veya kirli bir ortamda kullanım için tasarlanmıştır.
- Sınıf 2 iplikler serbest ve en yaygın olanıdır. Tipik makine atölyesi kapasitesi ve makine uygulaması göz önünde bulundurularak gücü en üst düzeye çıkarmak için tasarlanmıştır.
- Sınıf 3 iplikler orta düzeyde uyum sağlar, hala oldukça yaygındır ve yüksek kaliteli işlerde daha yakın toleranslar için kullanılır.
- Sınıf 4 dişlileri daha önce daha sıkı toleranslar için yakın bir uyum belirledi, ancak bu sınıflandırma artık geçersiz.
- 5. Sınıf uyum, girişim ipliği, tornalama için bir anahtar kullanılmasını gerektirir. Bunlar, bir otomobil üzerindeki yaylı pranga gibi uygulamalarda görülebilir.
"A" veya "B" harf son eki, dişlerin sırasıyla harici mi yoksa dahili mi olduğunu belirtir. 1A, 2A, 3A sınıfları harici dişler için geçerlidir; 1B, 2B, 3B sınıfları dahili dişliler için geçerlidir.[9]
Diş sınıfı, herhangi bir diş için kabul edilebilir hatve çapı aralığını ifade eder. Adım çapı, yukarıda gösterilen şekilde Dp olarak belirtilmiştir. Adım çapını ölçmek için kullanılan birkaç yöntem vardır. Üretimde kullanılan en yaygın yöntem, git / gitme göstergesi.
İlgili standartlar
- ASME / ANSI B1.1 - 2019 Birleşik İnç Vida Dişleri, UN, UNR ve UNJ Diş Formu
- ASME / ANSI B1.10M - 2004 Birleşik Minyatür Vida Dişleri
Ayrıca bakınız
Notlar
- ^ Oberg vd. 2000, s. 1706.
- ^ a b c Oberg, Erik (2012). Makinelerin El Kitabı (29. baskı). New York: Endüstriyel Basın. ISBN 0-8311-2900-X.
- ^ Satılık # 00-90 ve # 000-120 vidalar
- ^ McMaster-Carr, s. 2520, alındı 2009-08-28
- ^ McMaster-Carr, s. 2501, alındı 2009-08-28
- ^ Schwaller 2004, s. 55.
- ^ Özel bağlantılar, alındı 2009-08-28.
- ^ Hub bileşenleri (PDF), alındı 2009-08-29.
- ^ "AFT Konu Terminolojisi" (PDF). aftfasteners.com. Alındı 9 Ocak 2019.
Kaynakça
- Ryffel, Henry H .; ve diğerleri, eds. (1988), Makinelerin El Kitabı (23 ed.), New York: Industrial Press, ISBN 978-0-8311-1200-4.
- Schwaller, Anthony E. (2004), Toplam Otomotiv Teknolojisi (4. baskı), Cengage Learning, ISBN 978-1-4018-2476-1.
Dış bağlantılar
- Toleranslı Birleşik Vida Dişleri
- Birleşik Kaba / İnce çaplar ve kılavuz matkap boyutları (ABD birimleri)
- Birleşik Kaba / İnce kılavuz matkap boyutları (ABD birimleri)
- İmparatorluk Metrik sabitleme boyutu dönüştürme çizelgeleri
- Uluslararası İplik Standartları
- Dönüşüm tablosu Whitworth / BSF / AF ve metrik
- Anahtar Çene Boyutları Ek bilgiler ve anahtar çene boyutu tablosu.
- Birleşik Vida Dişleri Serisi
- ASME B1.1-2003 Birleşik İnç Vida Dişleri, (UN ve UNR Diş Formu)