Endüstriyel bilgisayarlı tomografi - Industrial computed tomography
Endüstriyel bilgisayarlı tomografi (CT) tarama herhangi bir bilgisayar destekli mi tomografik süreç, genellikle X-ışını bilgisayarlı tomografi, kullanır ışınlama taranan bir nesnenin üç boyutlu iç ve dış temsillerini üretmek için. Endüstriyel CT taraması, bileşenlerin dahili muayenesi için endüstrinin birçok alanında kullanılmıştır. Endüstriyel CT taramasının temel kullanımlarından bazıları kusur tespiti, arıza analizi, metroloji, montaj analizi ve tersine mühendislik uygulamalar.[1][2] Tıpkı olduğu gibi tıbbi Görüntüleme, endüstriyel görüntüleme hem tomografik olmayan radyografiyi (endüstriyel radyografi ) ve bilgisayarlı tomografik radyografi (bilgisayarlı tomografi).
Tarayıcı türleri

Çizgi ışın taraması endüstriyel CT taramasının geleneksel sürecidir.[3] X ışınları üretilir ve ışın paralel bir çizgi oluşturmak için. X ışını çizgi ışını daha sonra parça boyunca çevrilir ve veriler dedektör tarafından toplanır. Veriler daha sonra 3-D oluşturmak için yeniden yapılandırılır hacimsel işleme Parçanın.
İçinde koni ışın taramasıtaranacak parça döner tabla üzerine yerleştirilir.[3] Parça döndükçe, X-ışınlarının konisi, dedektör tarafından toplanan çok sayıda 2B görüntü üretir. 2D görüntüler daha sonra bir 3D oluşturmak için işlenir hacimsel işleme parçanın dış ve iç geometrilerinin.

Tarih
Endüstriyel CT tarama teknolojisi, 1972 yılında, CT tarayıcı tarafından tıbbi görüntüleme için Godfrey Hounsfield. Buluş ona tıpta Nobel Ödülü kazandırdı ve onunla paylaştı. Allan McLeod Cormack.[4][5] CT taramasındaki pek çok ilerleme, öncelikle tıbbi alanda kullanılan görsel incelemeye ek olarak metroloji için endüstriyel alanda kullanımına izin vermiştir CT tarama ).
Analiz ve denetim teknikleri
Çeşitli inceleme kullanımları ve teknikleri arasında parçadan CAD karşılaştırmaları, parçadan parçaya karşılaştırmalar, montaj ve hata analizi, boşluk analizi, duvar kalınlığı analizi ve CAD verilerinin oluşturulması yer alır. CAD verileri aşağıdakiler için kullanılabilir: tersine mühendislik, geometrik boyutlandırma ve tolerans analizi ve üretim parçası onayı.[6]
Montaj
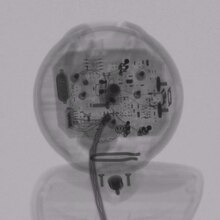
CT kullanan en tanınmış analiz biçimlerinden biri montaj veya görsel analizdir. CT taraması, parçalara ayırmadan çalışır durumdaki bileşenlerin içinde görünümler sağlar. Endüstriyel CT taraması için bazı yazılım programları, ölçümlerin CT veri seti hacim sunumundan alınmasına izin verir. Bu ölçümler, monte edilmiş parçalar arasındaki boşlukları veya tek bir unsurun ölçümlendirmesini belirlemek için kullanışlıdır.

Boşluk, çatlak ve kusur tespiti
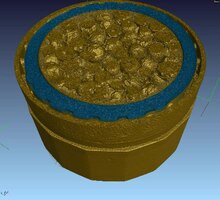
Geleneksel olarak, bir nesne içindeki kusurları, boşlukları ve çatlakları belirlemek, yıkıcı testler gerektirir. CT taraması, parçayı tahrip etmeden bu bilgileri 3D olarak görüntüleyen dahili özellikleri ve kusurları tespit edebilir. Gözeneklilik gibi bir parça içindeki kusurları tespit etmek için endüstriyel CT taraması (3D X-ray) kullanılır,[7] bir kapsama veya bir çatlak.[8]
Metal döküm ve kalıplanmış plastik bileşenler, soğutma işlemleri, kalın ve ince duvarlar arasındaki geçişler ve malzeme özellikleri nedeniyle tipik olarak gözenekliliğe eğilimlidir. Boşluk analizi, plastik veya metal bileşenlerin içindeki boşlukları bulmak, ölçmek ve analiz etmek için kullanılabilir.
Geometrik boyutlandırma ve tolerans analizi
Geleneksel olarak, tahrip edici testler olmaksızın, tam metroloji yalnızca bileşenlerin dış boyutları üzerinde gerçekleştirilmiştir, örneğin bir koordinat ölçüm makinesi (CMM) veya dış yüzeyleri haritalamak için bir görüş sistemi ile. Dahili inceleme yöntemleri, bileşenin 2D X-ray kullanılmasını veya tahrip edici testlerin kullanılmasını gerektirecektir. Endüstriyel CT taraması, tam tahribatsız metrolojiye izin verir. Sınırsız geometrik karmaşıklıkla, 3D baskı Maliyete herhangi bir etkisi olmadan karmaşık dahili özelliklerin oluşturulmasına olanak tanır, bu tür özelliklere geleneksel CMM kullanılarak erişilemez. Bilgisayarlı tomografi CT kullanılarak formun karakterizasyonu için optimize edilmiş ilk 3B yazdırılmış artefakt [9]
Görüntü tabanlı sonlu eleman yöntemleri
Görüntü tabanlı sonlu eleman yöntemi, 3D görüntü verilerini X-ışını bilgisayarlı tomografiden doğrudan ağlara dönüştürür. sonlu elemanlar analizi. Bu yöntemin faydaları arasında karmaşık geometrilerin (örneğin kompozit malzemeler) modellenmesi veya mikro ölçekte "üretildiği gibi" bileşenlerin doğru bir şekilde modellenmesi yer alır.[10]
Ayrıca bakınız
Referanslar
- ^ Flisch, A., vd. Tersine Mühendislik Uygulamalarında Endüstriyel Bilgisayar Tomografi. DGZfP-Proceedings BB 67-CD Paper 8, Endüstriyel Uygulamalar ve Radyolojide Görüntü İşleme için Bilgisayarlı Tomografi, 15–17 Mart 1999, Berlin, Almanya.
- ^ Woods, Susan. "3-D CT incelemesi, mikro parçaların tam görünümünü sunar", 1 Kasım 2010.
- ^ a b Hofmann, J., Flisch, A., Obrist, A., Endüstriyel X-ışını bilgisayarlı tomografi uygulamaları için Uyarlanabilir CT tarama ağ tabanlı optimizasyon yöntemleri. NDT & E International (37), 2004, s. 271–278.
- ^ Zoofan, Bahman. "3 Boyutlu Mikro Tomografi - Güçlü Bir Mühendislik Aracı". 3D Tarama Teknolojileri. 5 Temmuz 2010.
- ^ Noel, Julien. "Endüstriyel Parçaların 3D Taramasında CT'nin Avantajları. 18 Ağustos 2010.
- ^ "Endüstriyel (CT) Bilgisayarlı Tomografi ile Üretim Öncesi Muayene Maliyetlerinin Düşürülmesi." Küresel mikro üretim teknolojisi endüstrisi için Mikro İmalat Dergisi, Ağustos 2010.
- ^ Lambert, J .; Chambers, A. R .; Sinclair, I .; Mızrak, S. M. (2012). "3D hasar karakterizasyonu ve rüzgar türbini kanadı malzemelerinin yorgunluğundaki boşlukların rolü". Kompozitler Bilimi ve Teknolojisi. 72 (2): 337. doi:10.1016 / j.compscitech.2011.11.023.
- ^ Bull, D. J .; Helfen, L .; Sinclair, I .; Spearing, S. M .; Baumbach, T. (2013). "Karbon fiber kompozit darbe hasarını değerlendirmek için çok ölçekli 3D X-ışını tomografik inceleme tekniklerinin karşılaştırması" (PDF). Kompozitler Bilimi ve Teknolojisi. 75: 55–61. doi:10.1016 / j.compscitech.2012.12.006.
- ^ Shah, Paras; Racasan, Radu; Bills, Paul (2016-11-01). "Bilgisayarlı tomografi kullanılarak farklı katmanlı üretim yöntemlerinin karşılaştırılması". Tahribatsız Muayene ve Değerlendirmede Örnek Olaylar. 6: 69–78. doi:10.1016 / j.csndt.2016.05.008. ISSN 2214-6571.
- ^ Evans, Ll. M .; Margetts, L .; Casalegno, V .; Lever, L. M .; Bushell, J .; Lowe, T .; Duvar işi, A .; Young, P .; Lindemann, A. (2015-05-28). "X-ışını tomografi verilerini kullanarak CFC – Cu ITER monoblokunun geçici termal sonlu eleman analizi". Füzyon Mühendisliği ve Tasarımı. 100: 100–111. doi:10.1016 / j.fusengdes.2015.04.048.
| Röntgen / Radyografi |
| ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MR | |||||||||||||||
| Ultrason | |||||||||||||||
| Radyonüklid |
| ||||||||||||||
| Optik /Lazer | |||||||||||||||
| Termografi | |||||||||||||||
| Hedef koşullar | |||||||||||||||
| |||||||||||||||