Temperleme (metalurji) - Tempering (metallurgy)

Temperleme ısıl işlem olup, sertlik nın-nin Demir tabanlı alaşımlar. Temperleme genellikle sertleşme, fazlalığın bir kısmını azaltmak için sertlik ve metalin bir sıcaklığın altında bir sıcaklığa ısıtılmasıyla yapılır. kritik nokta belirli bir süre için, sonra durgun havada soğumasına izin verin. Kesin sıcaklık, çıkarılan sertlik miktarını belirler ve hem alaşımın spesifik bileşimine hem de bitmiş üründe istenen özelliklere bağlıdır. Mesela çok zor araçlar genellikle düşük sıcaklıklarda temperlenirken yaylar çok daha yüksek sıcaklıklarda temperlenir.
Giriş
Temperleme bir ısı tedavisi demir için uygulanan teknik alaşımlar, gibi çelik veya dökme demir daha fazlasını başarmak için sertlik azaltarak sertlik alaşımın. Sertlikteki azalmaya genellikle bir artış eşlik eder. süneklik, böylece azaltılır kırılganlık metal. Temperleme genellikle söndürme, metalin en sert durumuna getirilmesi için hızlı soğumasıdır. Temperleme, söndürülen iş parçasının "düşük" sıcaklığın altındaki bir sıcaklığa kontrollü ısıtılmasıyla gerçekleştirilir. Kritik sıcaklık ". Buna daha düşük dönüşüm sıcaklığı veya daha düşük tutuklama (A1) sıcaklık; kristalin olduğu sıcaklık aşamalar alaşımın adı ferrit ve sementit, tek faz oluşturmak için birleştirmeye başlayın kesin çözüm olarak anılır östenit. Bu sıcaklığın üzerinde ısıtmaktan kaçınılır, böylece çok sert, su verilmiş mikroyapıyı bozmaz. martensit.[3]
Temperleme işlemi sırasında zamanın ve sıcaklığın hassas kontrolü, istenen fiziksel özellik dengesini elde etmek için çok önemlidir. Düşük tavlama sıcaklıkları, sertliğin çoğunu korurken kırılganlığı azaltarak yalnızca iç gerilmeleri hafifletebilir. Daha yüksek tavlama sıcaklıkları, sertlikte daha büyük bir azalma sağlama eğilimindedir ve bazılarını feda eder. akma dayanımı ve gerilme direnci artış için esneklik ve plastisite. Ancak, bazılarında düşük Alaşımlı çelikler, gibi diğer unsurları içeren krom ve molibden düşük sıcaklıklarda tavlama sertlikte bir artışa neden olabilirken, daha yüksek sıcaklıklarda sertlik azalacaktır. Bu alaşım elementlerinin yüksek konsantrasyonlarına sahip birçok çelik, çökelme sertleştirme alaşımları, su verme ve tavlamada bulunan koşullar altında zıt etkiler üreten ve olarak anılan evlilik çelikleri.[3]
İçinde karbon çelikleri temperleme, boyut ve dağılımını değiştirir karbürler martensitte, "tavlanmış martensit" adı verilen bir mikro yapı oluşturur. Temperleme ayrıca normalleştirilmiş sünekliği, işlenebilirliği ve darbe dayanımını artırmak için çelikler ve dökme demirler.[3] Çelik genellikle eşit bir şekilde temperlenir, "tavlama yoluyla" olarak adlandırılır ve neredeyse tek tip bir sertlik üretir, ancak bazen eşit olmayan bir şekilde ısıtılır, "farklı tavlama" olarak adlandırılır ve sertlikte bir değişiklik üretir.[4]
Tarih
Temperleme, eski bir ısıl işlem tekniğidir. Temperlenmiş martensitin bilinen en eski örneği bir balta almak hangi bulundu Celile MÖ 1200'den 1100'e kadar uzanıyor.[5] Süreç, Asya'dan Avrupa'ya ve Afrika'ya kadar antik dünyanın her yerinde kullanıldı. Antik çağlarda, idrarda, kanda veya cıva veya kurşun gibi metallerde su verme gibi birçok farklı yöntem ve soğutma banyosu denenmiştir, ancak tavlama işlemi çağlar boyunca nispeten değişmeden kalmıştır. Temperleme genellikle su verme ile karıştırılırdı ve genellikle bu terim her iki tekniği tanımlamak için kullanılırdı. 1889'da efendim William Chandler Roberts-Austen "Öfke", "tavlama" ve "sertleşme" sözcükleri arasında hâlâ o kadar çok kafa karışıklığı var ki, üst düzey yetkililerin yazılarında, bu eski tanımları dikkatlice akılda tutmak iyi olur. yumuşatma ile aynı anlamda kelime temperleme. "[6]
Terminoloji
İçinde metalurji Alan içerisinde çok özel anlamları olan, ancak dışarıdan bakıldığında oldukça belirsiz görünebilen birçok terimle karşılaşılabilir. "Sertlik", "darbe direnci", "tokluk" ve "güç" gibi terimler birçok farklı anlam taşıyabilir ve bu da bazen özel anlamı ayırt etmeyi zorlaştırır. Karşılaşılan terimlerden bazıları ve bunların özel tanımları şunlardır:
- Gücü: Kalıcı direnç deformasyon ve yırtılma. Metalurjide mukavemet hala oldukça belirsiz bir terimdir, bu nedenle genellikle akma dayanımı (ötesinde deformasyonun kalıcı hale geldiği güç), gerilme direnci (nihai yırtılma gücü), kesme dayanımı (enine veya kesme kuvvetlerine direnç) ve basınç dayanımı (yük altında elastik kısalma direnci).
- Tokluk: Direnç kırık tarafından ölçüldüğü gibi Charpy testi. Sertlik genellikle güç azaldıkça artar, çünkü bükülen bir malzemenin kırılma olasılığı daha düşüktür.
- Sertlik: Bir yüzeyin çizilmeye, aşınmaya veya girintiye karşı direnci. Geleneksel metal alaşımlarında, aralarında doğrusal bir ilişki vardır. girinti sertliği ve gerilme mukavemeti, ikincisinin ölçülmesini kolaylaştırır.[7]
- Kırılganlık: Kırılganlık, bir malzemenin elastik veya plastik olarak bükülmeden veya deforme olmadan önce kırılma eğilimini ifade eder. Kırılganlık, sertliğin azalmasıyla artar, ancak iç gerilmelerden de büyük ölçüde etkilenir.
- Plastisite: Kendiliğinden orijinal şekline dönmeyecek şekilde kalıplanma, bükülme veya deforme olma yeteneği. Bu orantılıdır süneklik veya esneklik maddenin.
- Esneklik: Esneklik olarak da adlandırılan bu, deforme olma, bükülme, sıkıştırma veya esnetme ve dış gerilim giderildikten sonra orijinal şekle geri dönme yeteneğidir. Esneklik ters orantılıdır. Gencin modülü malzemenin.
- Çarpma dayanıklılığı: Genellikle yüksek mukavemetli tokluk ile eş anlamlıdır, minimum deformasyonla şok yüklemeye direnme kabiliyetidir.
- Aşınma direnci: Genellikle sertlik ile eş anlamlıdır, bu, erozyon, ablasyon, dökülme veya baş döndürücü.
- Yapısal bütünlük: Kırılmaya direnirken, direnirken maksimum nominal yüke dayanma yeteneği yorgunluk ve minimum miktarda esnetme veya sapma maksimum sağlamak için hizmet ömrü.
Karbon çelik
Çok az metal ısıl işleme aynı şekilde veya aynı ölçüde tepki verir. karbon çelik yapar ve karbon-çelik ısıl işlem davranışı alaşım elementlerine bağlı olarak kökten değişebilir. Çelik çok fazla yumuşatılabilir biçimlendirilebilir üzerinden devlet tavlama veya cam gibi sert ve kırılgan bir duruma getirilerek söndürme. Bununla birlikte, sertleştirilmiş haldeyken çelik genellikle çok kırılgandır ve kırılma tokluğu çoğu uygulama için yararlı olacak. Temperleme, metale bir miktar yaylanma ve işlenebilirlik kazandırmak için sertliği azaltmak, böylece söndürülmüş çeliğin sünekliğini artırmak için kullanılan bir yöntemdir. Bu, metalin kırılmadan önce bükülmesini sağlar. Çeliğe ne kadar tav verildiğine bağlı olarak bükülebilir elastik olarak (yük kaldırıldıktan sonra çelik orijinal şekline geri döner) veya bükülebilir plastik olarak (çelik orijinal şekline geri dönmez ve kalıcı deformasyona neden olur) kırılma. Temperleme, metalin mekanik özelliklerini tam olarak dengelemek için kullanılır. kesme dayanımı, akma dayanımı, sertlik, süneklik ve gerilme direnci, çeliği çok çeşitli uygulamalar için kullanışlı kılan özelliklerin herhangi bir kombinasyonunu elde etmek. Çekiçler ve anahtarlar gibi aletler, aşınmaya karşı iyi direnç, darbe direnci ve deformasyona karşı direnç gerektirir. Yaylar çok fazla aşınma direnci gerektirmez, ancak kırılmadan elastik olarak deforme olmalıdır. Otomotiv parçaları biraz daha az güçlü olma eğilimindedir, ancak kırılmadan önce plastik olarak deforme olması gerekir.
Azami sertlik veya aşınma direncinin gerekli olduğu ender durumlar haricinde, örneğin tavlanmamış çelik Dosyalar, su verilmiş çelik neredeyse her zaman bir dereceye kadar temperlenir. Bununla birlikte, çelik bazen adı verilen bir işlemle tavlanır normalleştirme çeliği sadece kısmen yumuşatarak bırakır. Temperleme bazen normalleştirilmiş çeliklerde onu daha da yumuşatmak için kullanılır, daha kolay işlenebilirliği ve işlenebilirliği artırır metal işleme. Temperleme ayrıca kaynaklı çelik, içinde oluşan bazı gerilmeleri ve aşırı sertliği gidermek için Sıcaktan etkilenmiş alan kaynak çevresinde.[3]
Söndürülmüş çelik
Temperleme en çok üst kritik seviyesinin (A3) sıcaklık ve ardından hızla soğutulur, adı verilen bir işlemle söndürme sıcak çeliği suya, yağa veya basınçlı havaya batırmak gibi yöntemler kullanarak. Söndürülmüş çelik, mümkün olan en sert durumuna veya çok yakınına yerleştirilir ve daha sonra sertliği, istenen uygulama için daha uygun bir noktaya kademeli olarak azaltmak için temperlenir. Söndürülmüş çeliğin sertliği hem soğutma hızına hem de alaşımın bileşimine bağlıdır. Yüksek karbon içerikli çelik, düşük karbon içerikli çelikten çok daha sert bir duruma ulaşacaktır. Benzer şekilde, yüksek karbonlu çeliğin belirli bir sıcaklığa temperlenmesi, aynı sıcaklıkta temperlenen düşük karbonlu çelikten çok daha sert olan çelik üretecektir. Tavlama sıcaklığında tutulan zaman miktarı da bir etkiye sahiptir. Daha kısa bir süre için hafif yüksek bir sıcaklıkta temperleme, daha uzun bir süre için daha düşük bir sıcaklıkta temperleme ile aynı etkiyi yaratabilir. Temperleme süreleri, karbon içeriğine, boyutuna ve çeliğin istenen uygulamasına bağlı olarak değişir, ancak tipik olarak birkaç dakika ile birkaç saat arasında değişir.
Çok düşük sıcaklıklarda, 66 ile 148 ° C (151 ve 298 ° F) arasındaki tavlama, söndürülmüş çeliğin genellikle bazı iç gerilmelerde hafif bir rahatlama ve kırılganlıkta bir azalma dışında pek bir etkiye sahip olmayacaktır. 148 ila 205 ° C (298 ila 401 ° F) arasındaki daha yüksek sıcaklıklarda temperleme, sertlikte hafif bir azalma sağlar, ancak öncelikle iç gerilmelerin çoğunu hafifletir. Düşük alaşım içeriğine sahip bazı çeliklerde, 260 ve 340 ° C (500 ve 644 ° F) aralığında tavlama, süneklikte bir azalmaya ve kırılganlıkta bir artışa neden olur ve "tavlanmış martensit gevrekliği" (TME) olarak adlandırılır. Aralık. Demircilik haricinde, bu aralık genellikle önlenir. Aletler gibi tokluktan daha fazla mukavemet gerektiren çelikler genellikle 205 ° C'nin (401 ° F) üzerinde temperlenmez. Bunun yerine, sertlikte bir değişiklik genellikle sadece tavlama süresinin değiştirilmesiyle üretilir. Mukavemet pahasına artırılmış sertlik istendiğinde, 370 ila 540 ° C (698 ila 1,004 ° F) arasında daha yüksek temperleme sıcaklıkları kullanılır. 540 ve 600 ° C (1.004 ve 1.112 ° F) arasındaki daha yüksek sıcaklıklarda temperleme mükemmel bir tokluk sağlar, ancak güç ve sertlikte ciddi bir azalma sağlar. 600 ° C'de (1,112 ° F) çelik, TE sıcaklık aralığında çok uzun süre tutulursa meydana gelen "temper gevrekleşmesi" (TE) olarak adlandırılan başka bir gevrekleşme aşaması yaşayabilir. Bu sıcaklığın üzerinde ısıtıldığında, çelik genellikle herhangi bir süre tutulmaz ve temper gevrekleşmesini önlemek için hızla soğutulur.[3]
Normalleştirilmiş çelik
Kritik üst sıcaklığının üzerinde ısıtılan ve daha sonra durgun havada soğutulan çeliğe normalize çelik denir. Normalize çelik şunlardan oluşur: perlit, martensit ve bazen Bainit mikro yapı içinde karıştırılmış taneler. Bu, tam tavlanmış çelikten çok daha güçlü ve tavlanmış su verilmiş çelikten çok daha sert çelik üretir. Bununla birlikte, bazen mukavemette bir azalmada ilave dayanıklılığa ihtiyaç duyulur. Temperleme, çeliğin sertliğini dikkatli bir şekilde azaltmanın bir yolunu sağlar, böylece tokluğu daha istenen bir noktaya yükseltir. Dökme çelik, meydana gelebilecek distorsiyon miktarını azaltmak için genellikle tavlanmak yerine normalize edilir. Temperleme, sertliği daha da düşürebilir ve sünekliği daha çok tavlanmış çelik gibi bir noktaya yükseltebilir.[8] Temperleme genellikle karbonlu çeliklerde kullanılır ve hemen hemen aynı sonuçları verir. "Normalleştirme ve tavlama" olarak adlandırılan işlem, 1045 karbonlu çelik gibi çeliklerde veya% 0,35 ila 0,55 karbon içeren diğer çoğu çelikte sıklıkla kullanılır. Bu çelikler, tokluğu arttırmak ve iç gerilmeleri azaltmak için genellikle normalleştirildikten sonra temperlenir. Bu, metali amaçlanan kullanım için daha uygun ve kolay hale getirebilir. makine.[9]
Kaynaklanmış çelik
Olan çelik ark kaynaklı, gaz kaynaklı veya başka bir şekilde kaynaklanmış dövme kaynaklı, kaynak işleminden gelen ısıdan lokalize bir alanda etkilenir. Bu yerelleştirilmiş alan Sıcaktan etkilenmiş alan (HAZ), bu ısıdan etkilenen bölgenin kenarına yakın, normalize çelikten neredeyse su verilmiş çelik kadar sert çeliğe kadar sertliği önemli ölçüde değişen çelikten oluşur. Termal kasılma düzensiz ısıtma, katılaşma ve soğutma nedeniyle hem kaynak içinde hem de kaynak çevresinde metalde iç gerilimler yaratır. Temperleme bazen yerine kullanılır stress giderici (hatta tüm nesnenin A'nın hemen altına kadar ısıtılması ve soğutulması1 sıcaklık) hem iç gerilmeleri azaltmak hem de kaynak etrafındaki kırılganlığı azaltmak için. Konstrüksiyon çok büyük, karmaşık veya başka bir şekilde tüm nesneyi eşit olarak ısıtmak için çok elverişsiz olduğunda kaynaklarda yerelleştirilmiş tavlama sıklıkla kullanılır. Bu amaç için tavlama sıcaklıkları genellikle 205 ° C (401 ° F) ve 343 ° C (649 ° F) civarındadır.[10]
Söndürme ve öfke
Modern takviye çubuğu 500 MPa'lık bir güç pahalıdan yapılabilir mikro alaşımlı çelik veya bir su verme ve kendinden tavlama (QST) işlemi ile. Çubuk, çubuğun son şeklinin uygulandığı son haddeleme geçişinden çıktıktan sonra çubuğa, çubuğun dış yüzeyini söndüren su püskürtülür. Çubuğun çekirdeğini söndürmeden bırakmak için çubuk hızı ve su miktarı dikkatlice kontrol edilir. Sıcak çekirdek daha sonra halihazırda söndürülmüş dış parçayı yumuşatır ve yüksek mukavemetli ancak belirli bir süneklik derecesine sahip bir çubuk bırakır.
Demircilik
Temperleme, başlangıçta demirciler (demir sahtecileri) tarafından kullanılan ve geliştirilen bir işlemdi. Süreç büyük olasılıkla, Hititler nın-nin Anadolu (günümüz Türkiye'si), MÖ onikinci veya on birinci yüzyılda. Metalurji bilgisi olmadan, temperleme başlangıçta bir deneme-yanılma yöntemi ile tasarlandı.
Modern zamanlara kadar sıcaklığı kesin olarak ölçmenin birkaç yöntemi olduğundan, sıcaklık genellikle metalin tavlama renkleri izlenerek değerlendirilirdi. Tavlama genellikle bir odun kömürü veya kömürün üzerinde ısıtmadan oluşur dövme ya da ateşle, bu nedenle işi tam olarak doğru sıcaklıkta ve doğru süre boyunca tutmak genellikle mümkün değildi. Temperleme, renge göre değerlendirildiğinde genellikle metalin yavaş, eşit bir şekilde aşırı ısınması ve ardından ya açık havada ya da suya daldırılarak hemen soğutulmasıyla gerçekleştirildi. Bu, doğru miktarda ve doğru sıcaklıkta ısıtma ile hemen hemen aynı etkiyi yarattı ve kısa bir süre içinde temperleme ile gevrekleşmeyi önledi. Bununla birlikte, tavlama rengi kılavuzları mevcut olmasına rağmen, bu tavlama yönteminin mükemmelleştirilmesi için genellikle iyi miktarda uygulama gerekir, çünkü nihai sonuç çeliğin bileşimi, ısıtılma hızı ve türü gibi birçok faktöre bağlıdır. ısı kaynağı (oksitleyici veya karbonlama ), yüzeydeki soğutma hızı, yağ filmleri veya kirlilikler ve demirciden demirciye ve hatta işten işe değişen diğer birçok durum. Çeliğin kalınlığı da bir rol oynar. Daha kalın parçalarla, ısı içeri girmeden önce yalnızca yüzeyi doğru sıcaklığa ısıtmak daha kolay hale gelir. Ancak, çok kalın parçalar su verme sırasında tamamen sertleşmeyebilir.[11]
Temperleme renkleri

Çelik yeni taşlanmış, zımparalanmış veya cilalanmışsa, bir oksit ısıtıldığında yüzeyinde katman. Çeliğin sıcaklığı arttıkça, kalınlığı da Demir oksit ayrıca artacaktır. Demir oksit normalde saydam olmasa da, bu tür ince katmanlar, katmanın hem üst hem de alt yüzeylerinden yansıyarak ışığın geçmesine izin verir. Bu, denen bir fenomene neden olur ince film paraziti, yüzeyde renkler üreten. Bu tabakanın kalınlığı sıcaklıkla arttıkça renklerin çok açık sarıdan kahverengiye, sonra mora sonra maviye dönmesine neden olur. Bu renkler çok hassas sıcaklıklarda görünür ve demirciye sıcaklığı ölçmek için çok doğru bir ölçü sağlar. Çeşitli renkler, bunlara karşılık gelen sıcaklıklar ve kullanımlarından bazıları şunlardır:
- Soluk sarı - 176 ° C (349 ° F) - gravür makineleri, usturalar, kazıyıcılar
- Hafif saman - 205 ° C (401 ° F) - kaya deliciler, raybalar, metal kesme testereleri
- Koyu saman - 226 ° C (439 ° F) - çiziciler, planya bıçakları
- Kahverengi - 260 ° C (500 ° F) - kılavuzlar, kalıplar, matkap uçları, çekiçler, soğuk keskiler
- Mor - 282 ° C (540 ° F) - cerrahi aletler, zımbalar, taş oyma aletleri
- Koyu mavi - 310 ° C (590 ° F) - tornavidalar, anahtarlar
- Açık mavi - 337 ° C (639 ° F) - yaylar, ağaç kesme testereleri
- Gri-mavi - 371 ° C (700 ° F) ve daha yüksek - yapısal çelik
Gri-mavi rengin ötesinde, demir oksit şeffaflığını kaybeder ve sıcaklık artık bu şekilde değerlendirilemez. Zaman geçtikçe katman kalınlığı da artacaktır, bu da aşırı ısınmanın ve anında soğutmanın kullanılmasının bir başka nedenidir. Uzun süre 205 ° C'de (401 ° F) tutulan bir tavlama fırınındaki çelik, sıcaklık açık saman rengini oluşturmak için gereken sıcaklığı geçmese bile kahverengiye, maviye veya maviye dönmeye başlayacaktır. Oksitleyici veya karbonlama ısı kaynakları da nihai sonucu etkileyebilir. Demir oksit tabakasının aksine pas, paslanma ayrıca çeliği korozyondan korur pasivasyon.[12]
Diferansiyel tavlama

Diferansiyel temperleme, çeliğin farklı kısımlarına farklı miktarlarda temper sağlama yöntemidir. Yöntem genellikle bıçakçılık, yapmak için bıçaklar ve Kılıçlar, omurgayı veya bıçağın ortasını yumuşatırken çok sert bir kenar sağlamak için. Bu, çok sert, keskin, darbeye dayanıklı bir kenarı korurken tokluğu artırarak kırılmayı önlemeye yardımcı oldu. Bu teknik daha çok Avrupa'da bulundu. diferansiyel sertleştirme Asya'da daha yaygın olan teknikler, örneğin Japon kılıç ustalığı.
Farklı temperleme, bıçağın yalnızca bir kısmına, genellikle omurgaya veya çift kenarlı bıçakların merkezine ısı uygulanmasından oluşur. Tek kenarlı bıçaklar için, genellikle alev veya kırmızı sıcak çubuk şeklindeki ısı, yalnızca bıçağın omurgasına uygulanır. Ardından, tavlama renkleri oluşurken ve yavaşça kenara doğru sürünürken bıçak dikkatle izlenir. Daha sonra, açık saman rengi kenara ulaşmadan önce ısı uzaklaştırılır. Isı giderildikten kısa bir süre sonra renkler kenara doğru hareket etmeye devam edecek, bu nedenle demirci tipik olarak ısıyı biraz erken kaldırır, böylece soluk sarı kenara ulaşır ve daha uzağa gitmez. Çift kenarlı bıçaklar için benzer bir yöntem kullanılır, ancak ısı kaynağı bıçağın ortasına uygulanır ve renklerin her bir kenara doğru kaymasına izin verir.[13]
Kesilen su verme
Kesintili su verme yöntemlerine genellikle tavlama denir, ancak işlemler geleneksel tavlamadan çok farklıdır. Bu yöntemler, martensit başlangıcının (M) üzerindeki belirli bir sıcaklığa söndürülmesinden oluşur.s) sıcaklık ve daha sonra bu sıcaklıkta uzun süre tutma. Sıcaklığa ve zaman miktarına bağlı olarak, bu her ikisine de izin verir. Bainit iç gerilimlerin çoğu gevşeyene kadar martensiti oluşturmak veya tutmak için. Bu yöntemler östemperleme ve martemperleme olarak bilinir.[14]
Östemperleme

Östemperleme, saf bainit oluşturmak için kullanılan bir tekniktir, aralarında bulunan bir geçiş mikroyapıdır. perlit ve martensit. Normalleştirmede, hem üst hem de alt bainit genellikle perlit ile karışık olarak bulunur. Perlit veya martensit oluşumunu önlemek için çelik, erimiş metaller veya tuzlar banyosunda söndürülür. Bu, çeliği perlitin oluşabileceği noktayı geçerek ve bainit oluşturma aralığına hızla soğutur. Çelik daha sonra, bainit tamamen oluşana kadar, sıcaklığın dengeye ulaştığı noktanın ötesinde, bainit oluşturan sıcaklıkta tutulur. Çelik daha sonra banyodan çıkarılır ve perlit veya martensit oluşmadan havayla soğumaya bırakılır.
Tutma sıcaklığına bağlı olarak, östemperleme üst veya alt bainit üretebilir. Üst bainit, tipik olarak 350 ° C'nin (662 ° F) üzerindeki sıcaklıklarda oluşturulan bir laminat yapıdır ve çok daha sert bir mikroyapıdır. Alt bainit, 350 ° C'nin altındaki sıcaklıklarda üretilen iğneye benzer bir yapıdır ve daha güçlüdür ancak çok daha kırılgandır.[15] Her iki durumda da, östemperleme, soğutma hızından ziyade çoğunlukla bileşim tarafından belirlenen belirli bir sertlik için daha fazla güç ve tokluk üretir ve kırılmaya yol açabilecek iç gerilmeleri azaltır. Bu, üstün darbe direncine sahip çelik üretir. Modern zımbalar ve keskiler genellikle sertleştirilir. Östemperleme martensit üretmediğinden, çelik daha fazla tavlama gerektirmez.[14]
Martemperleme
Martemperleme, ostemperlemeye benzer, çünkü çelik erimiş metal veya tuz banyosunda söndürülerek perlit oluşturma aralığının ötesine hızla soğutulur. Ancak martemperlemede amaç, bainit yerine martensit oluşturmaktır. Çelik, östemperleme için kullanılandan çok daha düşük bir sıcaklığa kadar söndürülür; martensit başlangıç sıcaklığının hemen üstüne. Metal daha sonra çeliğin sıcaklığı dengeye gelene kadar bu sıcaklıkta tutulur. Çelik daha sonra herhangi bir bainit oluşmadan önce banyodan çıkarılır ve daha sonra martensite dönüştürülerek havayla soğumaya bırakılır. Soğutmadaki kesinti, iç gerilmelerin çoğunun martensit oluşmadan önce gevşemesine izin vererek çeliğin kırılganlığını azaltır. Bununla birlikte, azami sertliğin gerekli olduğu ancak eşlik eden kırılganlığın gerekli olmadığı nadir durumlar dışında, martemperlenmiş çeliğin genellikle sertliği ve tokluğu ayarlamak için daha fazla tavlamaya tabi tutulması gerekecektir. Modern Dosyalar sık sık dövülürler.[14]
Fiziksel süreçler
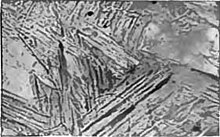
Temperleme, stabil olmayan martensitin ferrit ve kararsız karbürlere ayrıştığı ve son olarak da stabil sementite dönüştüğü, temperlenmiş martensit adı verilen bir mikroyapının çeşitli aşamalarını oluşturduğu üç aşamalı bir işlemi içerir. Martensit tipik olarak, bazen sivri (iğne benzeri) veya mercek şeklinde (mercek şeklinde) görünen çıtalar (şeritler) veya plakalardan oluşur. Karbon içeriğine bağlı olarak, belirli bir miktarda "tutulan östenit" de içerir. Tutulan östenit, martensit kaplamanın (M) altında söndürüldükten sonra bile martensite dönüşemeyen kristallerdir.f) sıcaklık. Alaşım maddelerindeki veya karbon içeriğindeki bir artış, tutulan östenitte bir artışa neden olur. Östenit çok daha yüksek istifleme hatası enerjisi martensit veya perlitten daha fazla, aşınma direncini düşürür ve şansı arttırır. baş döndürücü tutulan östenitin bir kısmı veya çoğu, martensite dönüştürülebilmesine rağmen soğuk ve kriyojenik tedaviler tavlamadan önce.
Martensit, bir difüzyonsuz dönüşüm, dönüşümün çökelme sırasında meydana gelen kimyasal değişikliklerden ziyade kristal kafeslerde yaratılan kesme gerilmelerine bağlı olarak meydana geldiği. Kayma gerilmeleri birçok kusur yaratır veya "çıkıklar, "kristaller arasında, karbon atomlarının yer değiştirmesi için daha az stresli alanlar sağlar. Isıtmanın ardından, karbon atomları önce bu kusurlara göç eder ve sonra kararsız karbürler oluşturmaya başlar. Bu, bir kısmını şu şekilde değiştirerek toplam martensit miktarını azaltır. Ferrit Daha fazla ısıtma martensiti daha da azaltır ve kararsız karbürleri kararlı sementite dönüştürür.
Tavlamanın ilk aşaması oda sıcaklığı ile 200 ° C (392 ° F) arasında gerçekleşir. İlk aşamada, karbon, ε-karbona (Fe2,4C). 150 ° C (302 ° F) ile 300 ° C (572 ° F) arasında meydana gelen ikinci aşamada, tutulan östenit, sementit yerine ε-karbon içeren bir alt-bainit formuna dönüşür (eski adıyla "troostit" olarak anılır) ").[16][17] Üçüncü aşama 200 ° C (392 ° F) ve daha yüksek sıcaklıklarda gerçekleşir. Üçüncü aşamada, ε-karbon sementite çöker ve martensitteki karbon içeriği azalır. 650 ° C (1,202 ° F) ile 700 ° C (1,292 ° F) arasındaki yüksek sıcaklıklarda veya daha uzun süre temperlenirse, martensit tamamen ferritik hale gelebilir ve sementit daha kaba veya küreselleşebilir. Küreselleştirilmiş çelikte sementit ağı parçalanır ve çubuklara veya küresel şekilli küreciklere çekilir ve çelik tavlanmış çelikten daha yumuşak hale gelir; neredeyse saf demir kadar yumuşak olduğundan, form veya makine.[18]
Gevreklik
Bu aralığın her iki tarafında meydana gelen sertlikte normal düşüşün aksine, belirli bir sıcaklık aralığı boyunca çelik sertlikte bir artış ve süneklikte bir azalma yaşadığında temperleme sırasında kırılganlık meydana gelir. İlk tip, tavlanmış martensit gevrekleşmesi (TME) veya tek aşamalı gevrekleşme olarak adlandırılır. İkincisi, temper gevrekliği (TE) veya iki aşamalı gevrekleşme olarak adlandırılır.
Tek aşamalı gevrekleşme genellikle 230 ° C (446 ° F) ile 290 ° C (554 ° F) arasındaki sıcaklıklarda karbon çeliğinde meydana gelir ve tarihsel olarak "500 derece [Fahrenheit] gevrekleşme" olarak anılırdı. Bu kırılganlık, Widmanstatten iğneler veya plakalar Martensitin ara sınırlarında sementitten yapılmıştır. Gibi safsızlıklar fosfor veya benzeri alaşım ajanları manganez gevrekliği artırabilir veya oluştuğu sıcaklığı değiştirebilir. Bu tür gevreklik kalıcıdır ve yalnızca kritik üst sıcaklığın üzerine ısıtılarak ve ardından tekrar söndürülerek giderilebilir. Bununla birlikte, bu mikro yapıların oluşması genellikle bir saat veya daha fazla zaman gerektirir, bu nedenle genellikle demirci tavlama yönteminde bir sorun değildir.
İki aşamalı gevrekleşme tipik olarak, metalin kritik bir sıcaklık aralığında yaşlandırılmasıyla veya bu aralıkta yavaşça soğutulmasıyla meydana gelir.Karbon çelik için, bu tipik olarak 370 ° C (698 ° F) ile 560 ° C (1.040 ° F) arasındadır. fosfor gibi safsızlıklar ve kükürt etkiyi önemli ölçüde artırın. Bu genellikle, safsızlıkların tane sınırlarına taşınarak yapıda zayıf noktalar oluşturması nedeniyle oluşur. Kırılganlık genellikle temperlemeden sonra metalin hızlı bir şekilde soğutulmasıyla önlenebilir. Ancak iki aşamalı gevrekleşme tersine çevrilebilir. Gevreklik, çeliği 600 ° C'nin (1,112 ° F) üzerinde ısıtarak ve ardından hızla soğutarak ortadan kaldırılabilir.[19]
Alaşımlı çelikler
Çoğu element genellikle çelikle alaşımlıdır. Çoğu elementi çelikle alaşımlamanın temel amacı, çelik sertleşebilirlik ve sıcaklık altında yumuşamayı azaltmak. Örneğin takım çelikleri aşağıdaki gibi unsurlara sahip olabilir: krom veya vanadyum gibi şeyler için gerekli olan hem tokluğu hem de gücü artırmak için eklendi anahtarlar ve tornavidalar. Diğer taraftan, Matkap uçları ve döner dosyalar yüksek sıcaklıklarda sertliklerini korumaları gerekir. Ekleme kobalt veya molibden Çeliğin çok yüksek sıcaklıklarda bile sertliğini koruyarak yüksek hızlı çelikler oluşturmasına neden olabilir. Genellikle, sadece bir veya iki eklemek yerine, istenen özellikleri vermek için çeliğe küçük miktarlarda birçok farklı eleman eklenir.
Çoğu alaşım elementi (çözünen maddeler) sadece sertliği arttırmakla kalmaz, aynı zamanda hem martensit başlangıç sıcaklığını hem de östenitin ferrit ve sementite dönüştüğü sıcaklığı düşürür. Söndürme sırasında bu, daha yavaş bir soğutma hızına izin verir, bu da daha kalın enine kesitlere sahip öğelerin, düz karbon çeliğinde mümkün olandan daha büyük derinliklere kadar sertleştirilmesine olanak vererek, mukavemette daha fazla homojenlik sağlar.
Alaşımlı çelikler için temperleme yöntemleri, eklenen elementlerin türüne ve miktarına bağlı olarak önemli ölçüde değişebilir. Genel olarak, aşağıdaki gibi öğeler manganez, nikel, silikon, ve alüminyum Temperleme sırasında karbon çökelirken ferrit içinde çözünmüş olarak kalacaktır. Söndürüldüğünde, bu çözünenler genellikle aynı karbon içeriğine sahip düz karbon çeliğe göre sertlikte bir artış üretecektir. Orta miktarda bu elementleri içeren sertleştirilmiş alaşımlı çelikler temperlendiğinde, alaşım genellikle karbon çeliğiyle orantılı olarak biraz yumuşayacaktır.
Bununla birlikte, tavlama sırasında krom, vanadyum ve molibden gibi elementler karbonla birlikte çökelir. Çelik, bu elementlerin oldukça düşük konsantrasyonlarını içeriyorsa, çeliğin yumuşaması, karbon çeliğin sertleştirilmesi için gerekli olanlara kıyasla çok daha yüksek sıcaklıklara ulaşılana kadar geciktirilebilir. Bu, çeliğin yüksek sıcaklık veya yüksek sürtünme uygulamalarında sertliğini korumasına izin verir. Bununla birlikte, bu aynı zamanda sertlikte bir azalma elde etmek için tavlama sırasında çok yüksek sıcaklıklar gerektirir. Çelik bu elementlerden büyük miktarlarda içeriyorsa, tavlama, belirli bir sıcaklığa ulaşılana kadar sertlikte bir artışa neden olabilir ve bu noktada sertlik azalmaya başlayacaktır.[20][21] Örneğin, molibden çelikler tipik olarak 315 ° C (599 ° F) civarında en yüksek sertliklerine ulaşırken, vanadyum çelikleri yaklaşık 371 ° C'ye (700 ° F) temperlendiğinde tamamen sertleşecektir. Çok büyük miktarlarda çözünen madde eklendiğinde, alaşımlı çelikler, tavlama sırasında hiç yumuşamayan çökelme ile sertleşen alaşımlar gibi davranabilir.[22]
Dökme demir
Dökme demir, karbon içeriğine bağlı olarak birçok türde gelir. Bununla birlikte, karbürlerin aldığı forma bağlı olarak genellikle gri ve beyaz dökme demire ayrılırlar. Gri dökme demirde karbon esas olarak şu şekildedir: grafit, ancak beyaz dökme demirde karbon genellikle şu şekildedir: sementit. Gri dökme demir, esas olarak adı verilen mikro yapıdan oluşur. perlit grafit ve bazen ferrit ile karıştırılır. Gri dökme demir, özellikleri bileşimine göre belirlendiği için genellikle döküm olarak kullanılır.
Beyaz dökme demir, çoğunlukla adı verilen bir mikro yapıdan oluşur. Ledeburit perlit ile karıştırılır. Ledeburit çok serttir ve dökme demiri çok kırılgan hale getirir. Beyaz dökme demirde hipoötektik bileşim, genellikle dövülebilir veya sünek dökme demir üretmek için temperlenir. "Beyaz tavlama" ve "siyah tavlama" olarak adlandırılan iki tavlama yöntemi kullanılır. Her iki tavlama yönteminin amacı, ledeburit içindeki sementitin ayrışarak sünekliği arttırmaktır.[23]
Beyaz tavlama
Dövülebilir (gözenekli) dökme demir beyaz tavlama ile üretilmiştir. Beyaz tavlama, fazla karbonu oksitleyici bir ortamda uzun süre ısıtarak yakmak için kullanılır. Dökme demir genellikle 60 saat kadar uzun süre 1.000 ° C (1.830 ° F) kadar yüksek sıcaklıklarda tutulacaktır. Isıtmanın ardından saatte yaklaşık 10 ° C (18 ° F) yavaş soğutma hızı gelir. Tüm süreç 160 saat veya daha fazla sürebilir. Bu, sementitin ledeburitten ayrışmasına neden olur ve daha sonra karbon, metal yüzeyinde yanarak dökme demirin işlenebilirliğini arttırır.[23]
Siyah tavlama
Sfero (gözeneksiz) dökme demir (genellikle "siyah demir" olarak adlandırılır) siyah tavlama ile üretilir. Beyaz temperlemenin aksine, siyah temperleme atıl gaz çevre, böylece ayrışan karbon yanmaz. Bunun yerine, ayrışan karbon, metalin işlenebilirliğini artırarak "kıvamlı grafit" veya "lapa lapa grafit" adı verilen bir tür grafite dönüşür. Tempering is usually performed at temperatures as high as 950 °C (1,740 °F) for up to 20 hours. The tempering is followed by slow-cooling through the lower critical temperature, over a period that may last from 50 to over 100 hours.[23]
Precipitation hardening alloys
Precipitation hardening alloys first came into use during the early 1900s. Most heat-treatable alloys fall into the category of precipitation hardening alloys, including alloys of alüminyum, magnezyum, titanyum ve nikel. Several high-Alaşımlı çelikler are also precipitation hardening alloys. These alloys become softer than normal when quenched, and then harden over time. For this reason, precipitation hardening is often referred to as "aging."
Although most precipitation hardening alloys will harden at room temperature, some will only harden at elevated temperatures and, in others, the process can be sped up by aging at elevated temperatures. Aging at temperatures higher than room-temperature is called "artificial aging". Although the method is similar to tempering, the term "tempering" is usually not used to describe artificial aging, because the physical processes, (i.e.: precipitation of metaller arası phases from a aşırı doymuş alloy) the desired results, (i.e.: strengthening rather than softening), and the amount of time held at a certain temperature are very different from tempering as used in carbon-steel.
Ayrıca bakınız
Referanslar
- ^ Light, its interaction with art and antiquities By Thomas B. Brill - Plenum Publishing 1980 Page 55
- ^ Andrews, Jack (1994). New Edge of the Anvil: a resource book for the blacksmith. s. 98–99
- ^ a b c d e Steel metallurgy for the non-metallurgist By John D. Verhoeven - ASM International 2007 Page 99-105
- ^ The Medieval Sword in the Modern World By Michael 'Tinker' Pearce - 2007 Page 39
- ^ Tool steels By George Adam Roberts, George Krauss, Richard Kennedy, Richard L. Kennedy - ASM International 1998 Page 2
- ^ Roberts-Austen By Sir William Chandler Roberts-Austen, Sydney W. Smith - Charles Griffin & Co. 1914 Page 155-156
- ^ Pavlina, E. J.; Tyne, C. J. Van (1 December 2008). "Correlation of Yield Strength and Tensile Strength with Hardness for Steels". Malzeme Mühendisliği ve Performans Dergisi. 17 (6): 888–893. doi:10.1007/s11665-008-9225-5.
- ^ Steel castings handbook By Malcolm Blair, Thomas L. Stevens - Steel Founders' Society of America and ASM International Page 24-9
- ^ Practical heat treating By Jon L. Dossett, Howard E. Boyer - ASM International 2006 Page 112
- ^ How To Weld By Todd Bridigum - Motorbook 2008 Page 37
- ^ Practical Blacksmithing and Metalworking By Percy W. Blandford - TAB Books 1988 Page 3, 74–75
- ^ Practical Blacksmithing and Metalworking By Percy W. Blandford - TAB Books 1988 Page 74-75
- ^ Knife Talk II: The High Performance Blade By Ed Fowler - Krause Publications 2003 Page 114
- ^ a b c Elements of metallurgy and engineering alloys By Flake C. Campbell - ASM International 2008 Page 195-196
- ^ Steel Heat Treatment Handbook By George E. Totten -- Marcel Dekker 1997 Page 659
- ^ Phase Transformations in Steels, Volume 1: Fundamentals and Diffusion-Controlled Transformations by Elena Pereloma, David V Edmonds -- Woodhead Publishing 2012 Page 20--39
- ^ Light Microscopy of Carbon Steels by Leonard Ernest Samuels ASM International 1999 Page 20--25
- ^ Principles of Heat Treatment of Steel By Romesh C. Sharma - New Age International (P) Limited 2003 Page 101-110
- ^ Elements of metallurgy and engineering alloys By Flake C. Campbell - ASM International 2008 Page 197
- ^ "Hardenable Alloy Steels :: Total Materia Article". www.keytometals.com.
- ^ Steel Heat Treatment: Metallurgy and Technologies By George E. Totten -- CRC Press 2007 Page 6, 200--203
- ^ Steels: Microstructure and Properties: Microstructure and Properties By Harry Bhadeshia, Robert Honeycombe -- Elsevier 2006Page 191--207
- ^ a b c Physical metallurgy for engineers By Miklós Tisza - ASM International 2002 Page 348-350
daha fazla okuma
- Manufacturing Processes Reference Guide by Robert H. Todd, Dell K. Allen, and Leo Alting pg. 410
Dış bağlantılar
| Demir üretimi (Demirhane ) |
|  | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Çelik yapımı (Çelik Fabrikası ) |
| ||||||||
| Isı tedavisi yöntemler |
| ||||||||
| Ülkeye göre üretim | |||||||||